Разбавитель:
В качестве разбавителя используют растворители Р-4 или Р-4А.
Способ нанесения:
Состав наносят методом пневматического распыления, валиком или кистью.
Нанесение:
Подготовку поверхности изделия под окраску составом ХС-500 проводят в соответствии
с требованиями ГОСТ 9.402 или СТБ ISO 12944-4.
С металлической поверхности должны быть удалены масло, смазка, маркировочная краска, грязь и другие вещества, например минеральные загрязнения, водорастворимые соли, влияющие на качество подготовки поверхности. Необходимо удалить насечки, заусенцы, сварочные брызги, скруглить острые кромки, углы, зубцы и сварочные швы. Затем поверхность должна быть тщательно очищена от ржавчины, окалины и других загрязнений, обеспылена, обезжирена и просушена. Наиболее тщательно необходимо очищать поверхность в зоне сварных швов шириной до 3 см от остатков флюсов, щелочных шлаков
и оксидов, образующихся при сварке.
Для улучшения защитных свойств поверхность рекомендуется предварительно очистить пескоструйной или дробеструйной обработкой до степени очистки от окислов 1 – 2 по ГОСТ 9.402. Окраску следует производить не позднее чем через 4 ч после подготовки поверхности.
На сварные швы, торцевые кромки и труднодоступные места перед окрашиванием производится нанесение состава кистью в виде «полосового слоя».
Ранее окрашенные поверхности очищают от непрочных слоев старого покрытия, отслоившееся старое покрытие удаляют, всю поверхность зачищают механическим способом, обеспыливают, обезжиривают и просушивают. Если не известен вид старого лакокрасочного покрытия, то его необходимо проверить на совместимость (рекомендуется провести контрольное окрашивание небольшого участка поверхности). В случае вспучивания или отслаивания старое покрытие необходимо удалить.
Для исключения конденсации влаги температура окрашиваемой поверхности должна
быть выше температуры точки росы не менее чем на 3°С.
Не допускается окраска во время атмосферных осадков, а также по влажной
и обледенелой поверхности.
Железобетонные поверхности должны быть чистыми, сухими, прочными, без трещин, рыхлых участков, пыли и грязи. При необходимости железобетонные поверхности зачищают сухим способом (щетками) и обеспыливают.
Перед применением полуфабрикат состава тщательно перемешивают, к 20 массовым частям полуфабрикатов составов добавляют 0,4 массовых частей отвердителя,
затем состав тщательно перемешивают, разбавляют растворителем Р-4 или Р-4А до рабочей вязкости состава и наносят методом пневматического распыления.
При нанесении валиком или кистью состав не разбавляют.
Потребитель самостоятельно производит подбор рабочей вязкости в зависимости
от производственных условий (температуры окружающей среды в помещении, диаметра сопла краскораспылителя, рабочего давления сжатого воздуха и других факторов).
В случае хранения при низких температурах грунт-эмаль перед нанесением выдерживают
в теплом помещении (для исключения конденсации влаги на окрашиваемой
поверхности при окраске).
Для получения самостоятельного покрытия состав наносят в 4 – 5 слоев с промежуточной сушкой при температуре (20 ± 2) °С в течение 10 – 15 мин и окончательной сушкой при температуре (70 ± 2) °С в течение 3 ч или при температуре (20 ± 2) °С
в течение 24 ч и относительной влажности воздуха (65 ± 5) %.
Состав, используемый в комплексном покрытии в качестве грунтовочного слоя (под эмали и лаки типа ХС, ХВ, ЭП, МЛ, ПФ), наносят в 1 – 2 слоя. При нанесении двух слоев составов межслойная сушка составляет 10 – 15 мин при температуре (20 ± 2) °С. Окончательная сушка покрытия при температуре (70 ± 2) °С в течение 3 ч или при (20 ± 2) °С
в течение 24 ч и относительной влажности воздуха (65 ± 5) %.
Выдержка покрытия перед эксплуатацией – не менее 7 суток.
Толщина однослойного покрытия должна быть не менее 25 мкм. В случае очистки поверхности пескоструйным или дробеструйным методом толщина покрытия должна
быть увеличена с учетом степени шероховатости поверхности Ra (ГОСТ 2789).
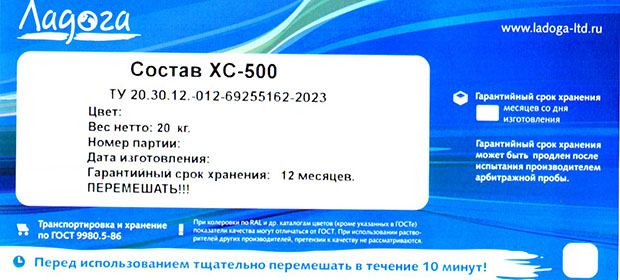
Срок хранения:
Гарантийный срок хранения – 12 месяцев с даты изготовления в невскрытой
заводской упаковке.
Меры предосторожности:
При проведении окрасочных работ, а также после их окончания, необходимо тщательно проветрить помещение. Лица, связанные с проведением окрасочных работ, должны
быть обеспечены средствами индивидуальной защиты (спецодеждой, защитными
очками и резиновыми перчатками).
Работу с отвердителем проводят в резиновых перчатках, спецодежде и защитных очках,
а также в хорошо проветриваемом помещении. При попадании на кожу отвердитель смывают большим количеством воды с мылом.
Высушенное покрытие не оказывает токсического воздействия на окружающую
среду и организм человека.
Полуфабрикаты составов следует хранить при температуре не выше 30 °С, в плотно закрытой таре, предохраняя от попадания влаги и прямых солнечных лучей.
Беречь от огня. После использования составов и отвердителя по назначению
тара с остатками продуктов должна быть плотно закрыта укупорочными
средствами и отправлена на бытовую свалку.